Deployment date: September, 2021

The infotainment cluster, a central display system, is the centerpiece of the cockpit in modern cars. Designed by a multinational automotive OEM, this product joins essential driving information with entertainment options in millions of cars on the road today.
From its modular design accommodating four different product variations to its efficient automatic changeover system, the production line is engineered for both adaptability and efficiency. It goes beyond merely meeting production numbers to focus on quality and operational sustainability.
Industry:
Globally oriented Tier 1 automotive supplier for leading brands such as BMW, Daimler, and Volkswagen.
Product portfolio:
Primarily focusing on automotive interior electronics, complemented by a range of products like brake systems, safety systems, and powertrain components.
Location:
New European manufacturing plant
(one of 500+ globally)
99% FPY

Plant Development Manager
Automotive Technologies“Having seen the line run in person, I am positive that we will be continuing our cooperation with Inea at all our plant locations in the region.”

To establish a robust assembly line dedicated to the final assembly of the infotainment cluster. The line needed to be fit for near-continuous operation at various levels of clean room standards, as well as be able to seamlessly change among four different product designs based on demand.
We had to design, develop, build, and implement a turnkey production line capable of producing and testing two products within a 60-second window. The line was to fit in the customer’s new megafactory with an allotted footprint of 252 m2 (28 by 9 metres). It had to be completed from design to live production in a timespan of 10 months.
This all took place amidst the Covid-19 pandemic, causing disruptions in design, development, and especially in the procurement of essential parts due to widespread shortages in the supply chain.

The line was designed with modularity in mind on top of the built capability to handle four different products, allowing for easy extensions or replacements. This design foresight ensures adaptability to evolving production needs and long-term viability.
Extensive on-site training was provided for an additional six months to ensure the staff of the new factory could operate the line efficiently across all three shifts. This focus on training was key to reducing future labour costs from inefficiencies and long-term operational sustainability.
The line incorporates an advanced automatic changeover system that enables transitions between the four different product variations in fewer than 5 minutes. This feature minimizes downtime and optimizes production rates while requiring no manual intervention, removing the risk of human error.
The infotainment cluster final assembly line integrated 14 assembly machines, all able to adapt to the needs of four different variations of the product. The line is expected to produce around 6.5 million products in its six-year lifetime, with a peak production rate of 1.5 million parts per year.
A key feature of this line is the automatic changeover mechanism. It allows for seamless transitions between products, taking less than 5 minutes for each changeover. This efficiency ensures minimal downtime and optimizes production rates.
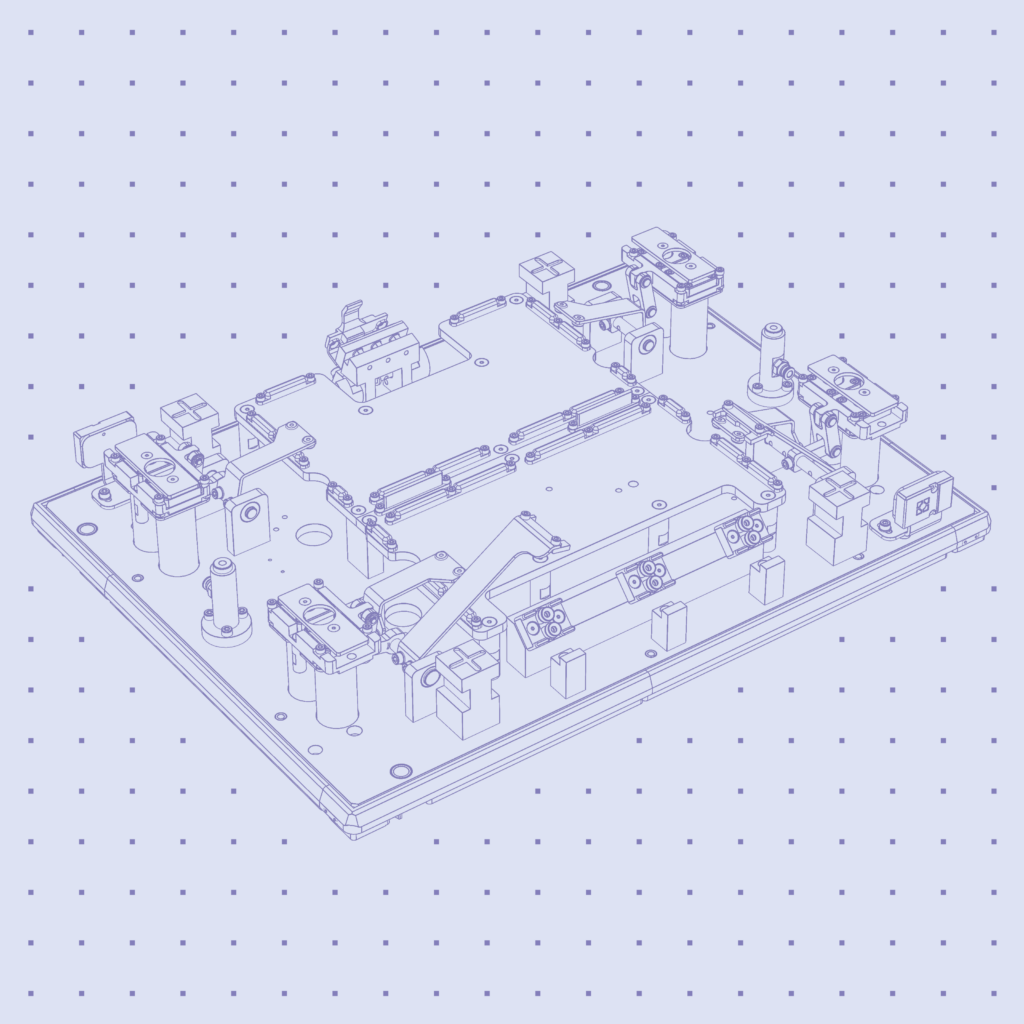
Components are systematically delivered using trays, fed into an automatic tray loader with a buffer zone for continuous operation. Robots equipped with a dual vision system pick components from the trays. The first vision system, positioned above the trays, verifies component tolerances and tracks codes for MES traceability. Any component failing the criteria is automatically rejected. The second vision system inspects the component’s position in the robot’s gripper and for any missed defects.
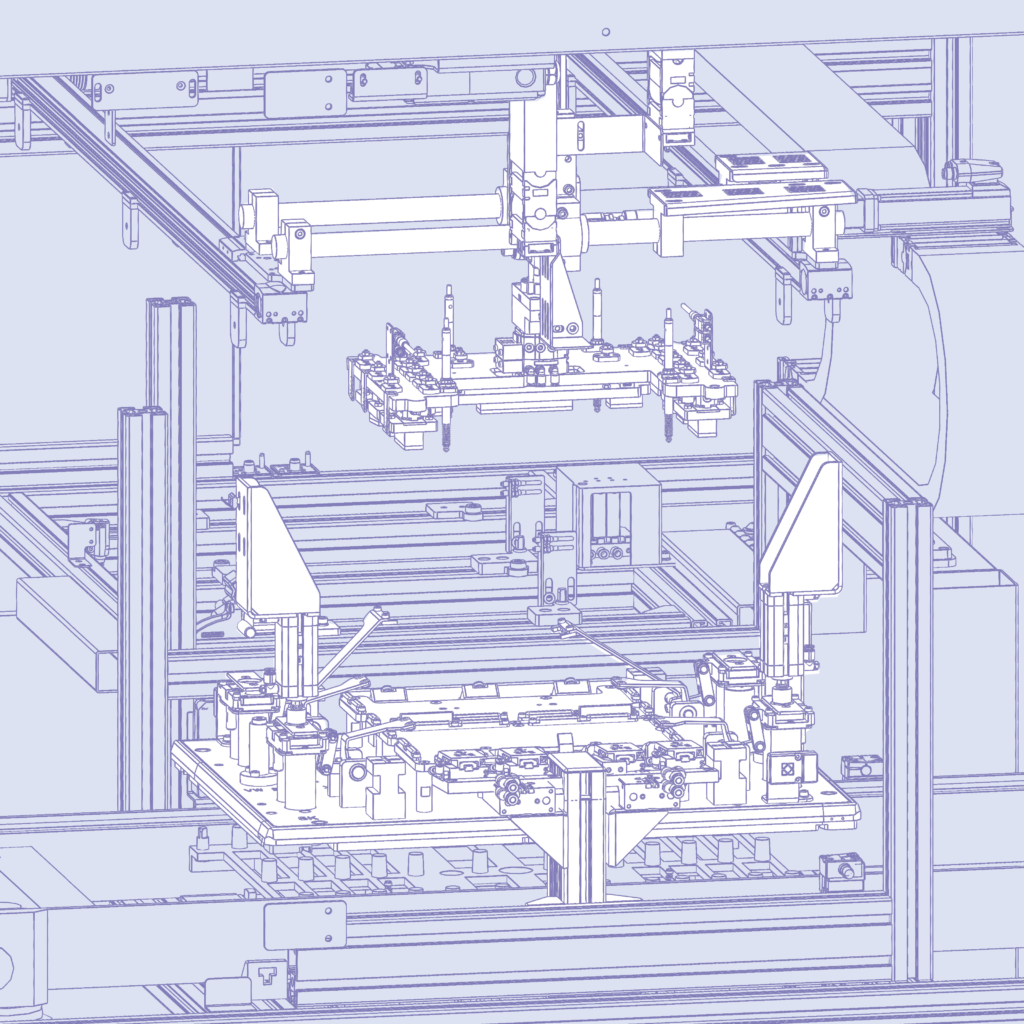
Screwing components presented another challenge, especially given the tight time constraints. Automatic screwdrivers, mounted on 6-axis robots, are used to screw components with high speed and precision. These robots can screw up to four screws in under 26 seconds, with the locations of the screws often being on opposite sides and at specific angles relative to each other, varying slightly for either of the four end products.
At the end of the line, products undergo a final automated check before proceeding to the second part of the line for final testing. This process is executed by a robot using a simple pick-and-place operation. The dual vision systems ensure only quality parts make it to assembly, while the automatic tray loader and quick robot operations maintain a non-stop flow of components, optimizing production rates.
The line requires a single operator-controlled work point. After an operator connects the FFCs (flat flexible cables) and closes the connector fixture, a robot equipped with sensors and a vision system verifies the accuracy of the connections.
We devised a unique solution for the assembly of the display with the slider subassembly. The display has to face downward to allow components to be added in subsequent stages, which means that the slider subassembly cannot simply be put in using a gripper. The solution we employed allows the slider to be held in place by touching just one surface, enabling the display to be positioned over it. This does not compromise on the display position for further operations, nor does it require complicated turning or flipping mechanisms.
The objective is to ensure all clips of the cover are securely in place. The cover requires a specific elastic deformation to fit over the frame. The task is to determine the correct position, force, sequence, and duration for the pressing. Specialized segmented tooling was designed for this purpose so that each segment can be pressed separately. When the product fixture reaches the station, its position is checked. The tooling is then applied to the cover, and after pressing, sensors check the cover’s proper closing.
Once the display is enclosed with a cover, its data matrix code carrying production information is covered. This means a new one has to be printed beforehand and placed on a specified location on the cover. Labelling and placing covers on the product also need to be guided by vision to place the label exactly within the small area with low tolerances.
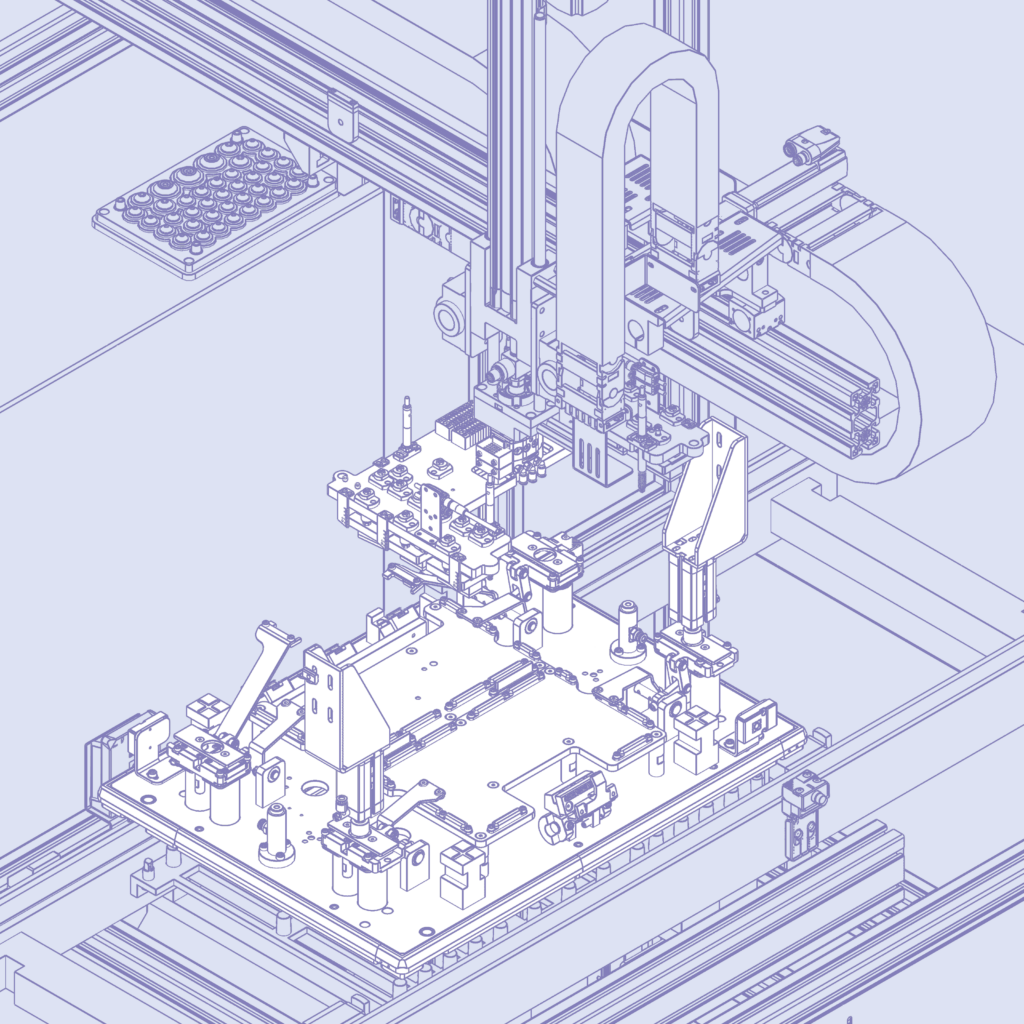
The line also features a mechanism for inserting four guiding clips into the holder for one of the products. Each guiding clip has three pins that need to be pushed into the holder by a robot. One of these pins is divided into two parts, larger than the hole they are meant to fit into. This requires special movements by two robots simultaneously, each inserting two guiding clips at once. After the middle pin is successfully manoeuvred into its designated position, it needs to be riveted in. A specialized mechanism is moved into position, and the rivets are pressed inside to secure the pin.

The assembly line was delivered within a 10-month timeframe even considering the challenges of the time and has met critical performance metrics, achieving a peak production rate of 1.5 million parts per year. Over its anticipated six-year lifetime, the line is expected to produce around 6.5 million products. These results offer the customer a reliable and efficient production solution for four similar but different products, setting a strong foundation for long-term success and scalability across other plant locations.
boasting process time optimisation wherever possible
which results in a peak production rate of 1.5 million parts per year
resulting in a remarkably low waste rate and ensuring consistent quality of output
Reach out for personalized service and expert guidance tailored to your unique needs. Our team is ready and eager to respond to any challenge.
